What is a Digital Twin in Process Manufacturing?
In a previous blog post, we explained that contemporary industry language or buzz words can create confusion. One example of a common process buzz word that may cause confusion is the concept of manufacturing digital transformation or a “Digital Twin.” Customers are asking about it and vendors are promoting it. But, what exactly is a Digital Twin? We decided to start with the Wikipedia definition:.
“A Digital Twin is an integrated multiphysics, multiscale, probabilistic simulation of an as-built vehicle or system that uses the best available physical models, sensor updates, fleet history, etc., to mirror the life of its corresponding flying twin”
“A digital twin is a real time digital replica of a physical device”
According to the definitions, a digital twin can range from an HMI graphic screen displaying real-time data of the actual asset to a first principal’s simulation model allowing real-time “what-if” scenario analysis about the asset.
The first example is ubiquitous and accomplished quickly and cost effectively. The second, however, is highly specialized and requires a significant amount of effort to implement.

Check out our real-time process analytics tools & see how better data can lead to better decisions.
With Digital Twin technology offering a vast array of possibilities, defining a Digital Twin solution within the manufacturing process sector requires a focused approach. In generalized manufacturing, Digital Twins might simply mirror physical systems. In a production process, Digital Twins can be intricately designed to model complex chemical and physical processes.
These models not only replicate a physical asset but also simulate the interactions between different process variables in real-time. This capability allows for a deeper understanding and optimization of processes that are critical in industries such as chemicals, oil and gas, and pharmaceuticals.
The specific Digital Twin solution chosen should therefore directly correspond to the unique challenges and objectives of the operation. This ensures that the technology is applied in a way that maximizes efficiency. As well as enhance predictive maintenance, and optimizes overall production performance
Rather than looking at a Digital Twin as a one-size-fits all, ask yourself this question – “What are my Digital Twin needs?” This is a classic case of not letting technology define your problem, but rather letting your problem define the technology.
Steps to Incorporating Digital Twins in Process Industries
In many scenarios within both process manufacturing and the broader process industry, the ultimate goal is to equip plant operators and subject matter experts with comprehensive digital information. The more they know about an asset enhances troubleshooting and operational optimization.
Step One: Data Collection and Storage
The initial step in optimizing operations through digital twins involves a data assessment. It is critical to know your facility’s data collection and storage practices. It’s imperative that your plant is equipped with a robust data historian. One that is capable of capturing and securely storing data from all critical sensors. This foundational task is vital for both manufacturing and process industry plants, as it underpins the entire digital infrastructure.
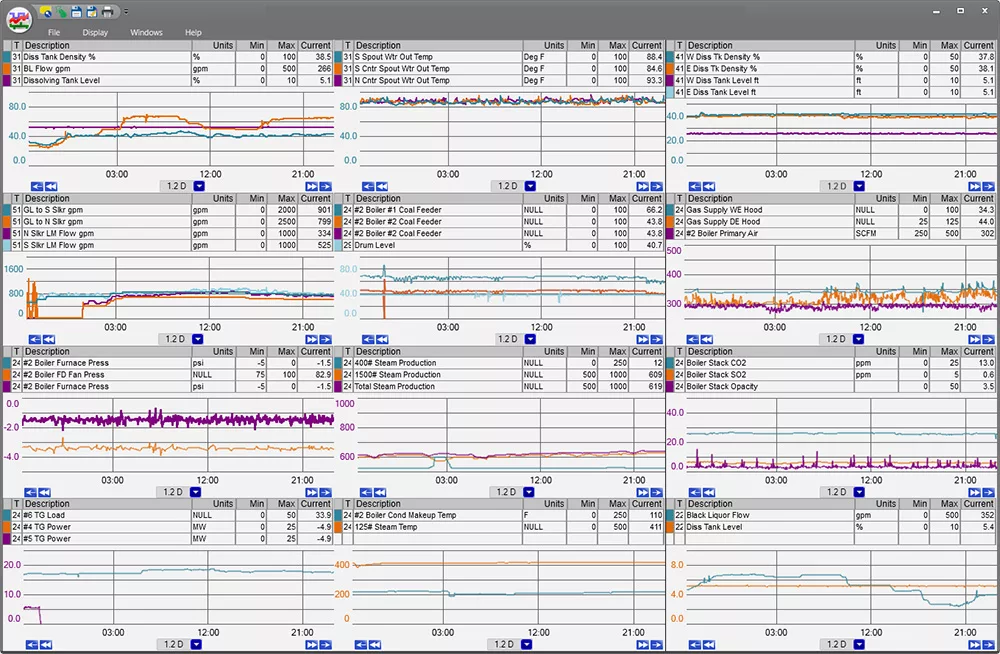
Multi-trend display showcasing real-time data is only possible with datacollection and storage. This visualization helps track performance over time and serves as the first stage for building accurate digital twins.
- Comprehensive Data Capture: The data historian should not only capture every relevant data point but do so with high fidelity and precision. This includes continuous data streams from temperature sensors, pressure gauges, flow meters, and chemical analyzers, among others. Each sensor’s output needs to be accurately logged in real-time. Then, subsequent analyses can be done based on reliable and comprehensive datasets.
- Scalability and Accessibility: The data storage solution must be scalable to accommodate increasing volumes of data as new sensors and data points are integrated over time. It should also facilitate easy access to historical data for analysis. Operators and engineers can retrieve and analyze past performance data quickly to identify patterns, trends, and anomalies.
- Integration Capability: Effective data historians should seamlessly integrate with other operational systems, such as ERP systems, maintenance management systems, and advanced analytical platforms. This integration capability allows for the holistic management of operational data. Data from various sources can be correlated and analyzed comprehensively.
By ensuring that your facility is collecting and properly storing data from all critical sensors in an efficient and secure data historian, you lay a strong foundation for leveraging advanced digital twin technologies. This enhances real-time monitoring and control. It also significantly boosts the plant’s capacity for predictive maintenance and operational optimization.
Step Two: Contextualizing Data
Now that plants that have successfully implemented comprehensive data collection systems. The subsequent challenge for setting up manufacturing digital twins lies in the effective contextualization of this data. Contextualization is more than just data organization; it’s about transforming raw data into actionable intelligence. This process involves several key steps, each designed to enhance the accessibility and relevance of the data for operational decision-making.
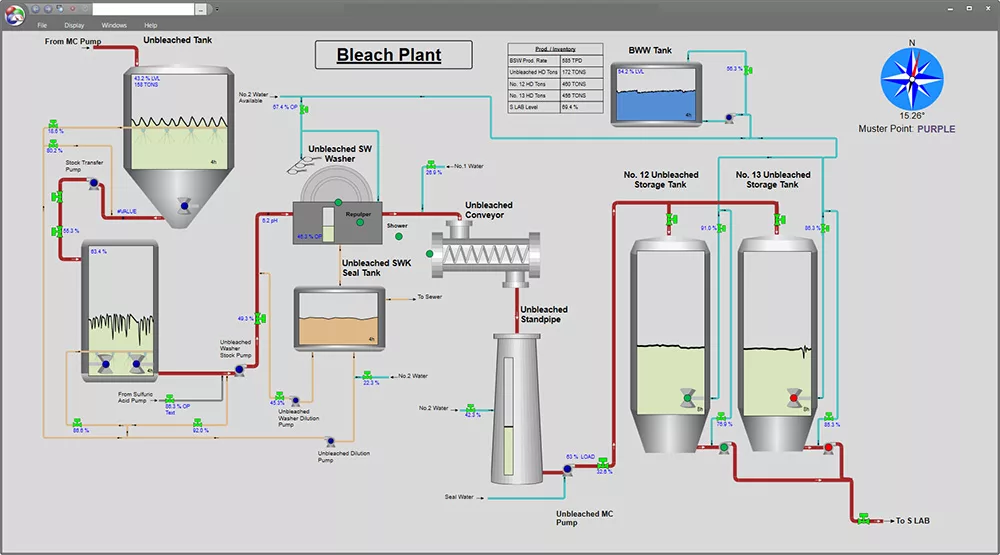
Process diagrams illustrate how data is contextualized to provide a clear, visual representation of complex operations. By integrating real-time data into process visuals, operators can better understand performance and make informed decisions.
- Asset-Specific Organization: The first step in contextualization is to categorize data according to specific assets. This is necessary for creating digital twins. The data needs to be specific to the asset. This means that all data points related to a particular machine, production line, or system are grouped together. This organization allows for easier monitoring and analysis of each asset’s performance, maintenance needs, and operational efficiency.
- Data Filtration and Aggregation: Once organized, the data must be filtered and aggregated to remove noise and highlight important trends. Processing data might involve discarding outlier readings that could skew analysis. While aggregation could mean summarizing hourly data into daily averages or shifts. These processes are crucial in distilling the vast amounts of collected data into forms that are both manageable and meaningful.
- Enhancing Accessibility: The next aspect of contextualization is ensuring that the data is easily accessible in the virtual environment. Having to capture data only to have it siloed defeats the usefulness of the real time visibility. This involves deploying user-friendly interfaces that allow operators, engineers, and management to quickly retrieve and interpret data based on their specific roles and needs. Effective visualization tools, such as dashboards and interactive graphs, can help create a digital representation of the factory floor or asset.
- Meaningful Integration: Beyond individual data points, contextualization also involves integrating data across systems to provide a holistic view of operations. This might mean linking production output data with quality control measurements or correlating maintenance records with equipment performance metrics. Such integration is crucial in process settings where operations depend heavily on the precise understanding of how various process parameters interact
By effectively contextualizing data, plants can ensure that their wealth of information is not just beging stored. It is actively used to improve decision-making and operational efficiency. In process settings, where the interdependencies of variables are complex and the cost of errors can be high, the ability to quickly interpret and act on accurate, contextualized data is invaluable
Step Three: Integrating Additional Digital Data
Beyond the immediate insights provided by real-time sensor data, in smart manufacturing, there exists a vast reservoir of ‘digital data’ that. When this real world data is harnessed, it can significantly amplify operational capabilities. Both manufacturing and utility sectors within the process industry can benefit. This includes both offline and historical data sources that enrich real-time data interpretations.
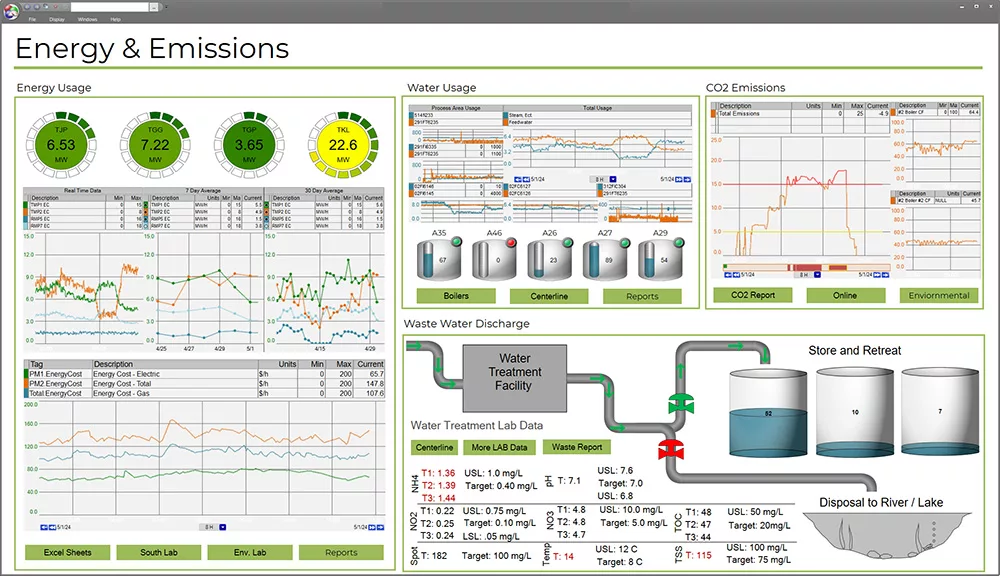
Overview graphics can display integrated process and lab data on a single screen. This provides a holistic view of operational efficiency, enabling real-time monitoring and decision-making for both energy management and environmental compliance
- Integrating Offline Data: Systems like Laboratory Information Management Systems (LIMS) play a pivotal role in managing lab and quality data that are crucial for validating product quality and compliance with industry standards. These systems collect and store batches of data from various tests and processes. A detailed historical record is avaiable that can be analyzed to identify trends, anomalies, or areas for improvement. For instance, correlating LIMS data with production data can help identify the root causes of quality issues. It can streamline operations, and enhance product consistency.
- Linking Digital Content to Physical Assets: The integration of these digital twins and data with physical assets through advanced platforms enables a more cohesive operational strategy. For example, when a machine alerts to a maintenance need, the system can automatically suggest the relevant SOPs. Or dive into historical maintenance records, facilitating quicker, more informed decision-making. Additionally, training materials can be tailored to specific operational challenges identified through data analysis, supporting continuous learning and improvement.
By leveraging the full spectrum of available digital data, manufacturing companies in the process industry can transform their operations. Reducing costs and saving time.This approach boosts day-to-day efficiency and effectiveness. It can also foster a culture of continuous improvement and innovation, ultimately leading to sustained operational excellence.
By following these steps, plants improve asset management through manufacturing digital twins. They continue to drive significant gains in operational efficiency and effectiveness.
Digital Twin Process Industry Examples
A paper industry customer we’ve worked with has taken advantage of centralized subject matter experts for their unit operations.
There are several complicated and distinct processes required to turn a wood chip into a finished product. Having an expert in each of these operations at each site is not feasible. The evaporation process is a good example. It is energy-intensive and in many locations a production bottleneck.
To ensure success, the customer created a model of the necessary information for each evaporator. In this case, the information included the usual suspects of historian and lab-quality data, organized in an asset structure. It also included a common set of content for each site, used centrally by the SME and at the site:
- High-Performance Process Graphic
- Detailed Trend Overview
- Operation Envelopes
- Automated Notifications
Of particular value was the High-Performance Process Graphic. It is an exact representation of each site, built using Process Flow Diagrams, Operator Displays, and P&ID’s. This detailed representation allowed the remote SME to communicate with the on-site operations and maintenance teams effectively.
Integrating IT & OT data at your plant? Let our Digital Transformation Roadmap guide your way.
In many cases, this graphic contained the information normally represented on 10-12 DCS screens and optimally viewed with a 4K monitor. The combination of the right data analysis tools and access to this “Digital Twin” enabled remote monitoring to be successful. The company was able to leverage existing infrastructure without costly rip and replace, which was critical given their variety of systems (multiple vendors for historian and lab/quality).
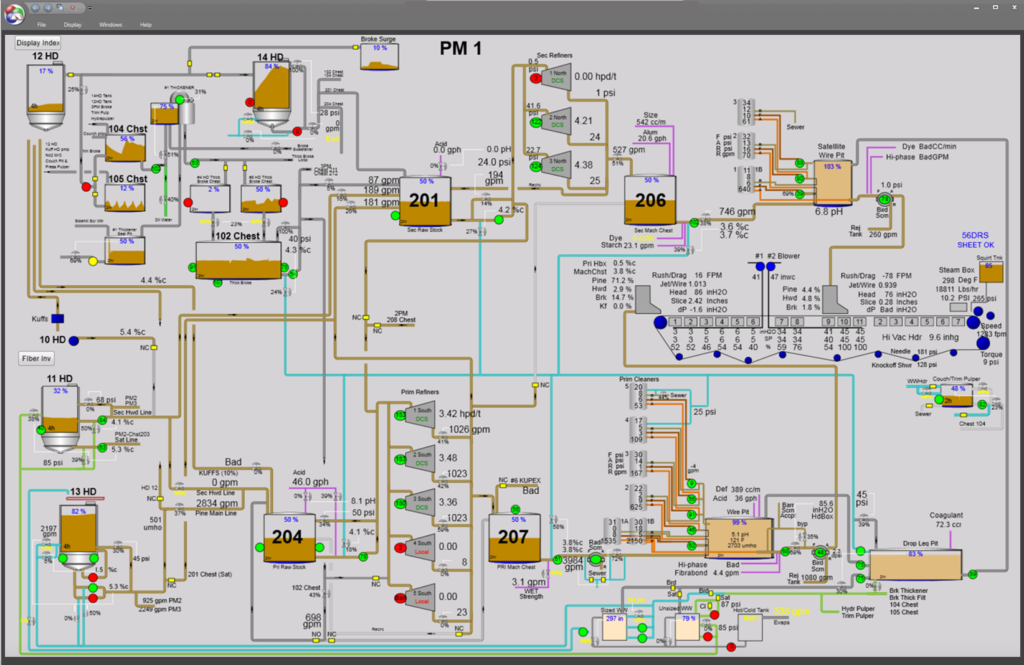
Comprehensive overview displays replace multiple DCS screens on a 4K monitor. This is a key advantage of digital twins, allowing enhanced operational visibility. Operators can monitor various processes simultaneously and make more informed decisions based on real-time data.
In one specific example, they had condensate contamination in the back-end. Because of a comprehensive, all in one trend display, the operator spotted a change that occurred in the front-end while the contamination occurred in the back-end.
The operator found something related to the problem but did not understand why. This discussion came up in an operator training session. With the comprehensive, all in one graphic display, it was easy to demonstrate why the change the operator observed in the set’s front-end up as a problem in the set’s back-end.
Once the operator understood the interaction, the operator immediately knew how to fix the problem, which required shutting down the asset. It was a great training exercise for everyone in the class and took a combination of people and a “digital twin” to solve the problem quickly.
Digital Twin to Relay Legacy Knowledge and Processes
Another area we are asked about more and more are digital tools to capture the inherent knowledge of the workforce. The challenge could be the so called “brain drain” created by a wave of retiring workers, the desire to efficiently move workers from site to site or other compelling reasons.
The opportunity to efficiently convey the knowledge of your most experienced operator or subject matter expert to everyone at the plant delivers significant value. This may come in the form of faster training for new hires to fewer calls to the SME that is on-call enjoying their vacation.
At the minimum, you have a happier workforce and in the ultimate scenario, your plant runs much more efficiently with a happy workforce. Either way, it’s a win!
As an example, we recently had a customer roll out an initiative they called “5 Why”. They found that consistently a problem in their process would get solved, but the knowledge about the solution would be lost.
The operator on duty the first time inherently knew how to solve the problem, but that knowledge was not known to anyone else. So, when the problem occurred again, it would not get solved promptly.
To solve this, now has a capability enabling anyone in the plant to create tag relationships and link external resources (SOP’s, training, intranet pages, etc.) and then easily access these relationships. The result is a living knowledge for the process.
Benefits of Utilizing Digital Twin for the Process Industry
In summary, the delivery of a Digital Twin is a compelling concept. Users have been taking advantage of this capability for twenty years.
Solving problems is not new, but lower costs and continued innovation make it easier and easier for plants to take advantage of the digital twin and run more efficiently with greater profitability.
Curious what a Digital Twin can do for your business? Contact us today and we will explore the Digital Twin possibilities that dataPARC can offer your facility.
Want to Learn More?
Download our Digital Transformation Roadmap and learn what steps you can take to achieve data-driven success in manufacturing.