Big data is reshaping the manufacturing landscape by unlocking new levels of efficiency, quality, and insight. This article explores how big data analytics empower manufacturers to make data-informed decisions, optimize operations, and stay competitive in a rapidly evolving market. From predictive maintenance to energy management, we delve into the transformative applications of big data and highlight both the benefits and challenges manufacturers face in implementation. Discover how tools like dataPARC are helping manufacturers leverage big data for a smarter, more sustainable future.
Unlock the full potential of big data with dataPARC’s tools and features.
Understanding Big Data in Manufacturing
Big data in manufacturing refers to the vast amounts of data generated by machines, sensors, processes, and employees throughout the production cycle. This data comes from various sources, such as equipment sensors, ERP systems, supply chain logistics, and even customer feedback. These datasets can be structured, like numbers and categories, or be unstructured data, such as audio, video, or text.
The value of big data lies in its ability to collect data and to reveal insights and patterns that traditional data analysis might overlook. Manufacturing environments are complex and dynamic, with numerous variables influencing productivity, quality, and efficiency. By capturing and analyzing large datasets, manufacturers can:
- Enhance operational efficiency by identifying bottlenecks and optimizing resource allocation.
- Predict equipment failure through predictive maintenance tools, reducing downtime and costs.
- Improve product quality by spotting trends in quality data and making real-time adjustments.
- Streamline supply chains by using data analytics to forecast demand more accurately, preventing overproduction or stockouts.
Big data enables manufacturers to shift from reactive to proactive decision-making. By leveraging data-driven insights, companies can anticipate challenges, increase agility, and remain competitive in the face of ever-changing market demands.
Key Benefits of Big Data in Manufacturing
The adoption of large amounts of data in manufacturing brings a range of transformative benefits. It can fundamentally change how companies manage operations, improve product quality, and optimize resources. Below are some of the most significant advantages:
Enhancing Operational Efficiency
Big data allows manufacturers to gain deeper insights into their day-to-day operations, helping identify inefficiencies and streamline processes. By analyzing real-time data from production lines, machine sensors, and workforce activities, manufacturers can uncover hidden bottlenecks and opportunities for improvement.
The ability to monitor machine performance continuously through process data historian software means companies can reduce idle time and improve equipment usage. Moreover, big data analytics enables more precise maintenance scheduling, allowing for predictive maintenance strategies that minimize unplanned downtime. With these tools, manufacturers can create a more agile production environment where decisions are informed by real-time data, boosting productivity across the board.

Using data to calculate the maximum sustainable rate across your process can help identify and eliminate bottlenecks. Watch our Maximizing Manufacturing Productivity webinar to learn more!
Improving Product Quality & Consistency
Consistency and quality are critical factors in manufacturing. Data plays an essential role in ensuring both. Manufacturers can identify patterns and trends that impact quality by collecting vast amounts of data throughout the production process. Advanced analytics and soft sensors can help achieve this. They allow for real-time adjustments and immediate corrections before quality issues arise, preventing small errors from escalating into costly defects.
Additionally, big data helps standardize production practices across different lines or facilities, ensuring consistent product quality regardless of location. The ability to track and analyze deviations in quality also enables manufacturers to perform root cause analysis faster and more effectively, leading to quicker resolutions and fewer disruptions. In short, big data helps companies maintain high standards of quality while improving consistency in production.
Cost Reduction & Resource Optimization
Reducing costs while optimizing resources is a top priority for any manufacturer. Data offers significant advantages in this area. By monitoring resource consumption, manufacturers can reduce waste. They can ensure that materials are used efficiently throughout production processes. Energy use, often one of the largest operating expenses, can also be optimized through data analysis on consumption patterns and adjusting processes accordingly.
Furthermore, big data analysis enables better inventory management. It allows manufacturers to predict demand more accurately and avoid overproduction or stock shortages. By shifting from reactive to predictive maintenance, companies can also reduce emergency repair costs and extend the life of their equipment. In this way, big data lowers operational expenses and promotes more sustainable and efficient manufacturing practices.
Challenges in Implementing Big Data in Manufacturing
While the benefits of big data in the manufacturing process are substantial, implementing these systems can come with various challenges. These obstacles often stem from the complexity of manufacturing environments and the significant infrastructure needed to support big data initiatives. Below are some of the key challenges manufacturers face:
Data Integration
Data integration is a common challenge in big data manufacturing, as companies often need to aggregate and merge data from multiple sources, which can be complicated by legacy systems and incompatible formats. Often data integration can require significant technology upgrades to achieve seamless communication. To avoid replacing your current setup, ensure that collection and connection systems that work with your legacy system are leveraged.
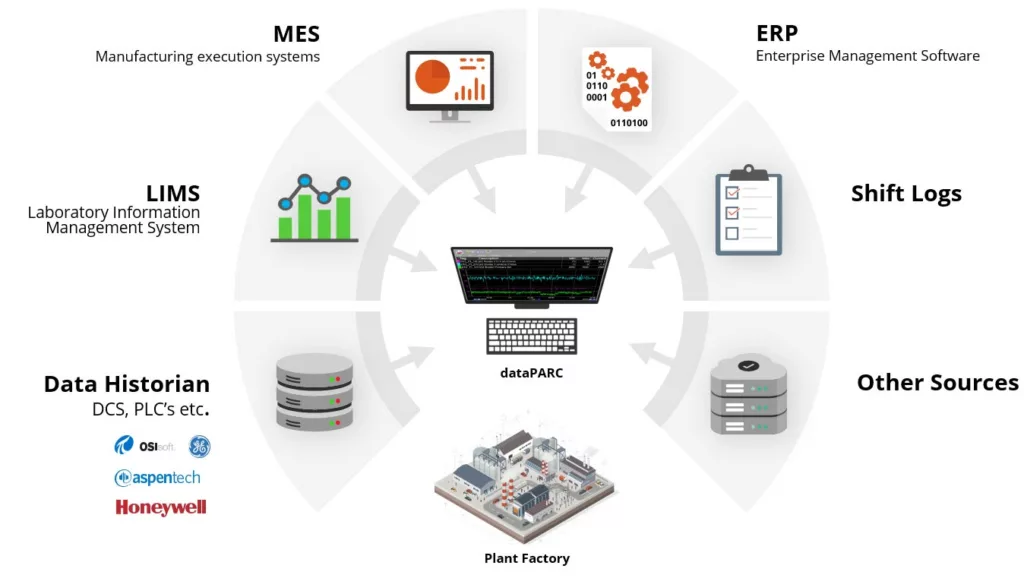
Having data is only one part of the equation, it is equally important that users can access that data in a single location. This serves as the single source of truth and helps prevent data silos.
Data Quality and Management
Big data’s value depends on high-quality, well-managed data. Inconsistent collection and the overwhelming volume of information can hinder effective statistical analysis. Without sifting through the data, it will be challenging to leverage the big data you’ve worked hard for and turn that into effective decision-making.
Skills Gap
Skilled personnel in data science and analytics is a major factor when thinking about going further into data analytics. This could require investments in training or hiring to bridge the gap in expertise.
High Initial Costs
Infrastructure, software, and staff training costs can deter companies from adopting big data. It is especially challenging for smaller manufacturers with limited budgets.
Final Thoughts about Challenges in Big Data Applications
Implementing big data in manufacturing comes with several challenges. Integrating data from various systems can be complex due to incompatible legacy technologies. Ensuring data quality and managing vast amounts of information are critical for successful analysis.
There is also a skills gap, as many manufacturers lack personnel with the expertise needed to manage and interpret big data. Additionally, the high initial infrastructure and training costs can be a barrier, especially for smaller manufacturing operations. Finally, data security and privacy concerns must be addressed to safeguard sensitive information and ensure regulatory compliance.

Thinking about an Industrial Data Platform? Let our Smart Factory guide your way.
Applications of Big Data in Manufacturing
Big data has a wide range of applications within the manufacturing industry, revolutionizing how companies approach everything from production processes to customer interactions. These applications help manufacturers optimize their operations, reduce costs, and improve product quality. Process optimization strategies play a crucial role in utilizing big data insights effectively across various production areas.
Predictive Maintenance
One of the most impactful uses of big data in manufacturing is predictive maintenance. By continuously collecting and analyzing data from equipment sensors, manufacturers can predict when a machine is likely to fail or require maintenance. Instead of relying on scheduled maintenance, which can lead to unnecessary downtime or missed opportunities to prevent breakdowns, predictive maintenance allows manufacturers to fix issues before they cause significant disruptions.
This approach reduces downtime and extends the machinery’s lifespan, leading to cost savings in the long run. Tools like dataPARC can support predictive maintenance by collecting real-time data from equipment and creating soft sensors. Or the data can be sent to an even more advanced analytics tool, enabling manufacturers to predict failures and schedule maintenance efficiently.
Quality Control and Assurance
Big data analytics enhances quality control by allowing manufacturers to detect defects and deviations in real-time. Companies can identify trends and anomalies that indicate potential quality issues by analyzing data from multiple production points.
Additionally, big data can be used to analyze historical quality data, helping manufacturers identify the root causes of recurring issues and implement long-term solutions. The result is improved product quality and consistency, which leads to greater customer satisfaction.
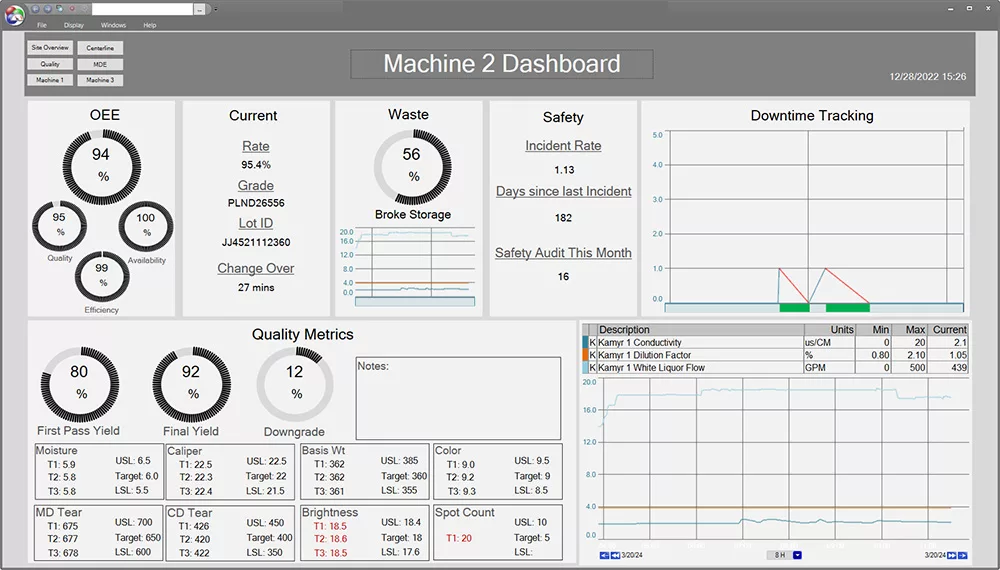
This dashboard can help production stay on target by displaying real-time quality metrics and process data. Having everything in one place helps make decisions faster.
Demand Forecasting and Market Adaptation
Accurate demand forecasting is critical for manufacturers looking to stay competitive in a rapidly changing market. Big data allows manufacturers to analyze vast amounts of customer and market data to predict future demand trends.
Companies can adjust their production and inventory strategies by using production data and considering factors such as seasonality, market conditions, and consumer preferences. Big data also enables manufacturers to quickly adapt to changes in market demand, allowing for more flexible and responsive production models.
Energy Management and Sustainability
With increasing pressure to adopt more sustainable practices, big data is helping manufacturers reduce their environmental impact. By analyzing energy consumption patterns across production facilities, manufacturers can identify areas of inefficiency and implement changes that reduce energy usage.
Big data analytics can also help optimize the use of resources like water and raw materials, minimizing waste and improving overall sustainability. This not only helps manufacturers reduce operational costs but also aligns with growing consumer demand for environmentally friendly products and practices.

Check out dataPARC’s real-time process data analytics tools & see how better data can lead to better decisions.
The Strategic Role of Big Data in Manufacturing
Big data is not just a tool for optimizing processes; it plays a crucial strategic role in shaping the future of manufacturing. As industries move toward digital transformation in manufacturing, the ability to harness and interpret data becomes a key differentiator for companies looking to stay competitive in a rapidly evolving market. Here are the strategic roles that big data plays in manufacturing:
Driving Informed Decision-Making
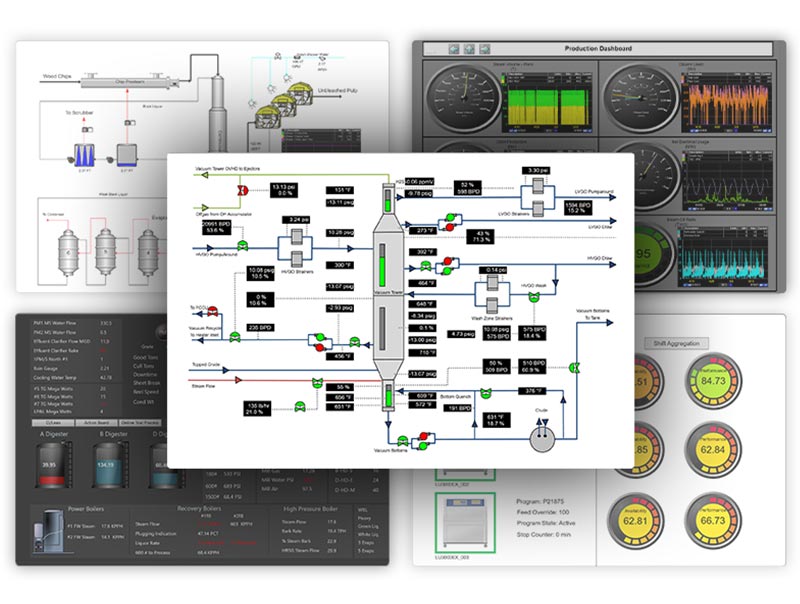
Big data enables manufacturers to make real-time, data-driven decisions, improving responsiveness to market changes and enhancing strategic planning with predictive analytics. Tools like dataPARC provide comprehensive data visualization tools in manufacturing. It also has analysis capabilities, allowing leaders to quickly access actionable insights and make informed decisions that drive operational success.
Enabling Innovation and Product Differentiation
Big data fuels innovation by using data scientists, providing insights into customer preferences and market trends, and helping manufacturers develop new products and differentiate their offerings based on real-time data.
Enhancing Supply Chain Resilience
By analyzing supply chain data, big data helps manufacturers identify risks, optimize inventory, optimize production, and improve supplier relationships, creating a more adaptable and resilient supply chain.
Fostering a Data-Driven Culture
To maximize the impact of big data, manufacturers must cultivate a data-driven culture, ensuring that employees at all levels use data insights in daily decision-making for long-term agility and success. Platforms like dataPARC empower employees at all levels to access and interpret real-time data sets, promoting data-driven decision-making and enhancing overall agility within the organization.

Charts and mult-trends provide insights across critical manufacturing processes, empowering teams to make informed, data-driven decisions.
Wrapping Up: The Role of Big Data in Manufacturing
Big data in manufacturing is revolutionizing the manufacturing industry by providing powerful insights that enhance efficiency, improve product quality, and drive down costs. By leveraging big data analytics, manufacturers can make more informed decisions, predict maintenance needs, and streamline supply chains.
However, the implementation of big data comes with challenges, such as data integration, managing data quality, and ensuring security. Despite these hurdles, the strategic role of big data is undeniable—it not only improves operational performance but also fosters innovation, strengthens supply chain resilience, and helps companies maintain a competitive edge in a rapidly evolving market. As manufacturers continue to embrace digital transformation, big data will remain a critical factor in shaping the future of the industry.
Building The Smart Factory
A Guide to Technology and Software in Manufacturing for a Data-Drive Plant






