There are numerous KPIs available for tracking production and manufacturing performance. In this article, we explore the various types of data used for manufacturing KPIs and provide examples and manufacturing KPI formulas for 10 essential KPIs to measure success
Build Real-Time Dashboards & Displays for Effective KPI Monitoring with dataPARC
Collecting Data for Manufacturing Process Key Performance Indicators
Data is necessary for measuring manufacturing KPIs. There are three main types of manufacturing data: Process, Environmental, and Lab Data.
Accurate data collection is the foundation of effective KPI measurement and analysis. Each type serves a unique purpose in understanding and improving different aspects of the manufacturing process.
Process data, or depedning on how much, big data in manufacturing, provides insights into the efficiency and performance of machinery and equipment. Environmental data helps assess the impact of surrounding conditions on production quality and equipment functionality. Lab data, typically gathered through manual inspections and laboratory tests, offers detailed information on product quality and compliance with standards.
The type of manufacturing KPI will influence where the data should come from. For instance, efficiency-related KPIs might rely heavily on process data, while quality-focused KPIs might require more lab or manual data. Environmental data can be crucial for sustainability and equipment KPIs under varying conditions.
However, each data type has its considerations to be aware of. For example, the accuracy and frequency of data collection can vary greatly. Each will differ on the reliability of measurement tools, and the integration of data sources.
Understanding the necessary considerations is essential for ensuring that the data collected is both relevant and reliable. This allows manufacturers to make informed decisions, optimize processes, and ultimately improve their overall performance.
Process Data
Process data is any data collected in line or in-stream of production, such as speed, temperatures, pressures, rates, and more. This data updates frequently, with the frequency ranging from several points per minute to sub-second intervals.

This multi-trend chart displays high-frequency process data, providing detailed insights and real-time monitoring of key manufacturing KPIs
High-frequency data provides the flexibility to have more focused measures and can show production values in real-time. Such high-frequency data is invaluable for operators and is essential for monitoring many manufacturing KPIs, including throughput, changeover times, Overall Equipment Effectiveness (OEE), and capacity utilization.
The real-time nature of process data allows for immediate adjustments and optimizations, enhancing responsiveness and efficiency on the production floor. Operators can quickly identify and address issues, minimizing downtime and maintaining optimal production conditions.
Moreover, detailed process data enables deeper analysis of production trends, supporting continuous improvement initiatives. However, a limiting factor of process data is the physical sensors and their locations on the machinery.
Installing new sensors can be challenging and resource-intensive, especially if additional manufacturing KPIs are requested. Integrating new sensors may require significant modifications to existing equipment, careful calibration, and validation to ensure accurate data collection.

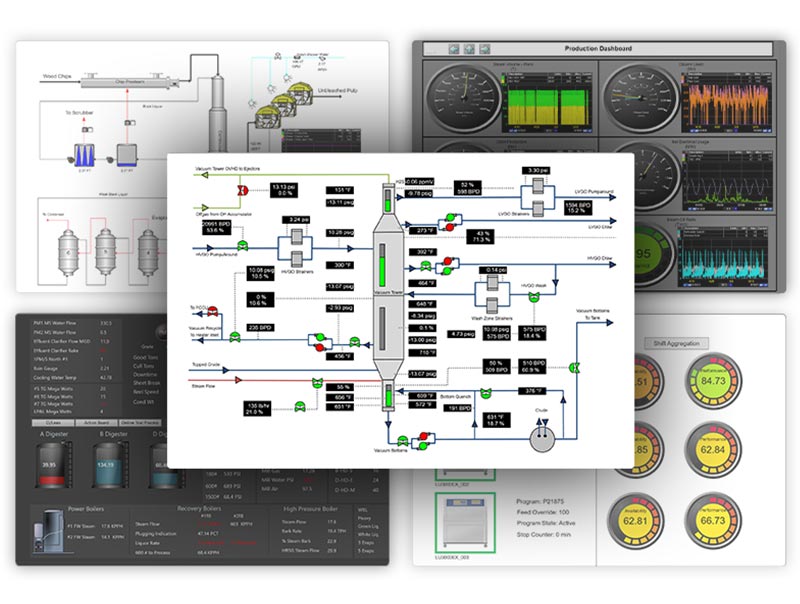
This manufacturing KPI dashboard showcases a production line with multiple data collection points, enabling real-time tracking of essential process data and manufacturing KPIs
Despite these challenges, the benefits of comprehensive process data collection often outweigh the difficulties, as it provides critical insights that drive performance improvements and operational excellence.
Environmental Data
Environmental data is crucial for ensuring that a manufacturing plant remains in compliance. From regulations related to emissions, water usage, energy consumption, and waste management, there is a lot to keep track of. This data helps track the plant’s environmental impact and ensure adherence to state, federal, and other regulatory requirements.
Achieving Environmental Excellence: Your guide to environmental KPIs, strategic practices, and more!
Collecting environmental data often requires extra calibration and may necessitate inspection and certification by third-party companies to ensure the accuracy of the measurements. Reliable and automated data collection systems are essential, as the consequences of inaccurate data can be costly, including fines, legal issues, and damage to the company’s reputation.
Environmental manufacturing KPIs may also involve special reporting requirements, such as submitting monthly values to government websites or other regulatory bodies.
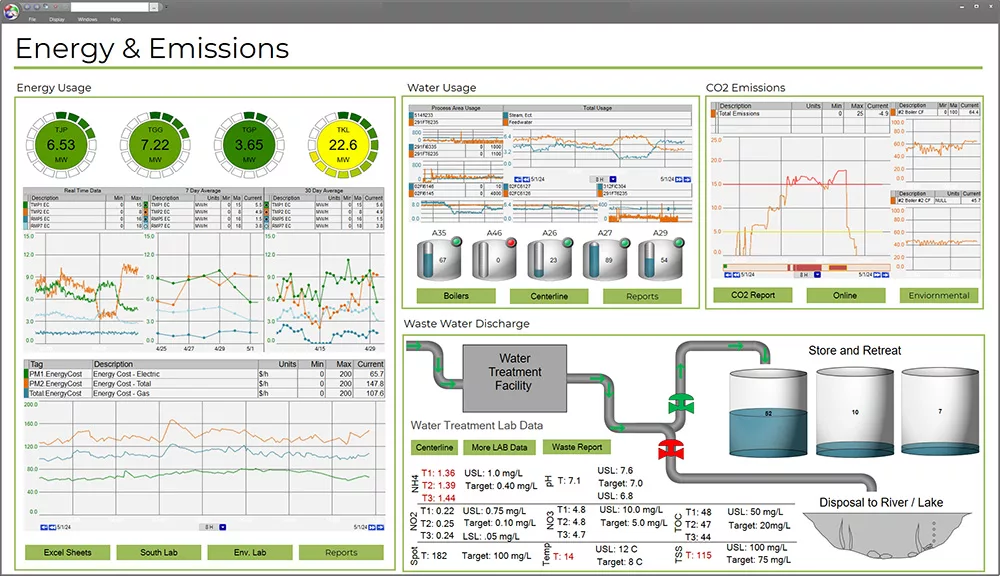
This enviornmental and energy dashboard, provides real-time insights into energy and enviornmental metrics, helping to optimize resource use and track key environmental KPIs.
This necessitates a high degree of accuracy and consistency in both data collection and reporting processes. By maintaining precise and reliable environmental data, manufacturers comply with regulatory standards. They also identify opportunities for improving sustainability and reducing environmental impact. This, in turn, can lead to cost savings, enhanced corporate responsibility, and a positive public image.
Lab Data
Lab/Manual data is a critical category for collecting information related to product quality. This type of data is essential for verifying the quality of products and ensuring they meet customer expectations and regulatory standards.
Manual data collection can also be used temporarily when establishing new KPIs. By manually recording values, manufacturers assess whether it is worthwhile to install an in-line sensor for continuous monitoring.
Lab data, which identifies key quality attributes, ensures that products are consistent from batch to batch. This consistency is vital for maintaining customer trust and meeting market demands.
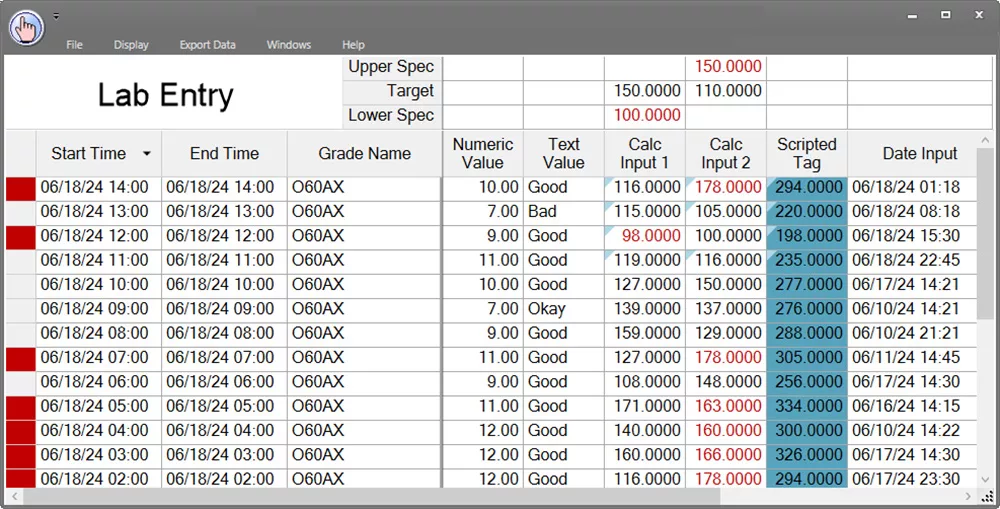
This lab entry system has a varity of data types avaible including numeric, text and date/time for manually entry. The use of dropdowns, calculations and restricted cells enhance the accuracy of data entry. Data accuracy is critical for manufacturing KPIs.
However, there are important considerations when using Lab/Manual data for manufacturing KPIs. Unlike process data, lab and manual data collection can be infrequent and does not provide real-time values. This lack of immediacy can delay the detection of quality issues.
Additionally, manual data entry introduces a greater potential for human error. To mitigate this, it is advisable to use dropdown menus and selection options instead of free-text entry, limit value ranges for certain data entries, and incorporate automations wherever possible. These measures help improve data accuracy and reliability, making lab and manual data a valuable component of comprehensive KPI tracking and analysis.
Top 10 Key Performance Indicators & Manufacturing KPI Formulas
Manufacturing KPIs will vary from industry to industry, however, some common ones span the industries.
When trying to determine which manufacturing KPIs to track, be sure to start small. Ask, what variables provide value to the customer, to the company, and to the employee?
KPIs should also have a mixture of leading vs. lagging indicators. A lagging measure reflects past performance while leading measures are beneficial for gauging future performance. For more details, see Establishing Manufacturing KPIs.
As outlined in the previous section, there are a few different ways to collect data for manufacturing KPIs. In many cases, it is not enough to review this raw value. A formula or aggregation can be applied to come up with a meaningful measure.
Here are ten of the top manufacturing KPI examples and the KPI formulas often used for calculation:
Mastering Manufacturing Metrics: The ultimate guide to establishing, measuring, & reporting KPIs for peak plant performance.
1. Throughput
Throughput is a fundamental production KPI that measures the total amount of product produced over a given period of time. This KPI is crucial for many manufacturing companies, although the units of measurement will vary by industry—whether in tons, gallons, items, etc.
Throughput = Production Units / Time
Unlike some KPIs that are averaged when aggregated across different manufacturing levels, days, or months, throughput is cumulative. This means a manufacturing site will track its goal number of units produced per shift, then aggregate these into daily, weekly, monthly, and yearly totals. By doing so, manufacturers can closely monitor and manage their production output.
Historical performance data, combined with demand forecasting and target production output, can help determine realistic and strategic future throughput targets. By optimizing throughput, companies can better manage their supply chain, minimize production downtime, and reduce total manufacturing costs.
This proactive approach to managing throughput not only enhances production efficiency but also supports effective asset turnover and aligns with the preventative maintenance schedule. Ensuring high throughput ultimately contributes to improved customer satisfaction by consistently meeting production goals and delivery timelines.
2. On-Time Delivery
On-time delivery is a pivotal manufacturing KPI that underscores the value provided to the customer. Delivering products on time directly correlates with customer satisfaction, as it meets customer expectations and needs. Satisfied customers are more likely to be happy customers, and happy customers are returning customers, which enhances customer loyalty and drives repeat business.
On-time Delivery = (# of units delivered on time/ number of units delivered) *100
As a lagging indicator, on-time delivery measures whether products reach their destinations as scheduled, but this information is only available post-delivery. To gain a more proactive insight, manufacturers can track on-time shipment as a leading indicator, which assesses whether products are dispatched on schedule. Tracking both on-time delivery and on-time shipment can highlight potential issues upstream in the process, such as production bottlenecks, supply chain disruptions, or inefficiencies in the preventative maintenance schedule.
By focusing on these KPIs, manufacturers can identify and address process inefficiencies, reduce production downtime, and optimize the total manufacturing cost. Ensuring high on-time delivery rates not only boosts customer satisfaction but also strengthens overall operational performance and supply chain reliability.
3. Yield
Yield is a critical manufacturing metric used to measure the number of sellable units compared to the total number of units produced. It is an essential KPI commonly featured on manufacturing dashboards, providing insights into production efficiency and quality control. Yield can be further divided into two key measurements: First Pass Yield and Final Yield.
First Pass Yield = Number of parts passed w/no failures / total number of parts produced.
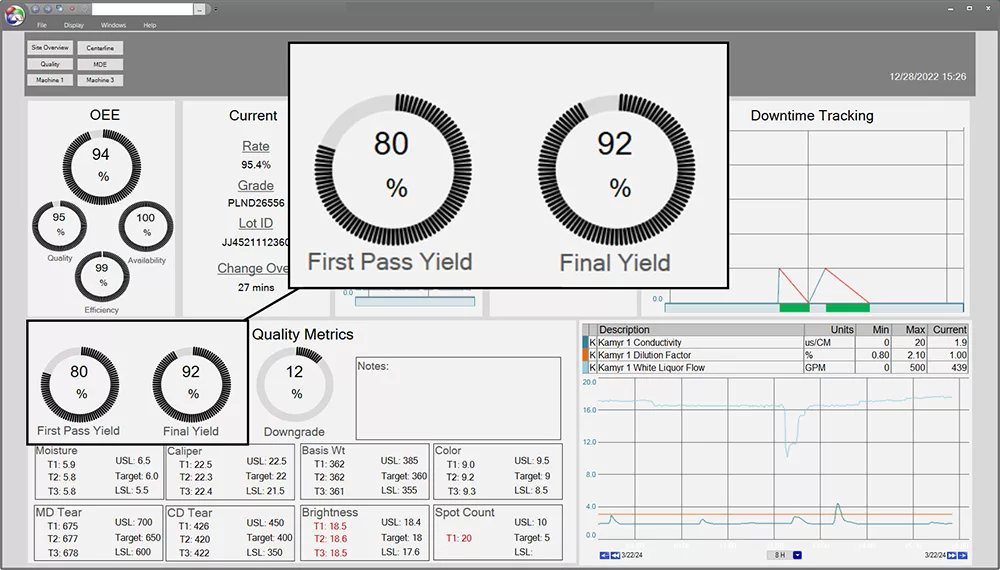
Customized KPI dashboard, in this case gauges are used to display first pass and final yield values. This makes for easy performance monitoring in front of operations at all times.
First Pass Yield represents the best type of product, as it requires no additional work or rework to meet quality standards. High FPY indicates efficient production processes and effective quality control, minimizing production downtime and reducing total manufacturing costs.
Final Yield: Final Yield accounts for the total number of units produced, including those that were reworked to become sellable. While First Pass Yield should not include products that were downgraded and sold as something else (considered failures), Final Yield provides a comprehensive view of all sellable products after any necessary rework.
Final Yield = total number of parts passed / total number of parts produced
It is expected that the First Pass Yield will be lower than the Final Yield. However, a significant gap between the two can highlight inefficiencies. For instance, if the Final Yield is 95% but the First Pass Yield is only 50%, this indicates a substantial amount of rework is needed, reflecting process inefficiencies and potential quality issues.
By measuring both First Pass and Final Yield, manufacturers can gain a comprehensive understanding of the extra work required to achieve sellable products. This dual measurement helps identify areas for improvement in the production process, supports continuous improvement initiatives, and aligns with broader production KPIs such as asset turnover and preventative maintenance schedules. Tracking these metrics ensures that manufacturing sites can optimize their processes, enhance product quality, and ultimately improve customer satisfaction.
4. Maintenance Cost
Maintenance cost is a crucial KPI that captures the total expenditure required to maintain machinery or processes. This encompasses labor, parts, and other related expenses. This KPI is vital as it directly impacts the company’s bottom line—lower maintenance costs translate to higher profitability.
Maintenance Cost = (Maintenance labor + Parts) / (Hours running)
By evaluating maintenance costs, manufacturers can determine the cost-effectiveness of running a machine. This KPI provides insights into whether a machine’s operational costs are justified based on its output. To achieve a more comprehensive understanding, additional factors such as unit energy costs, water usage, and other associated expenses can be incorporated into the formula.
For a more granular analysis, maintenance costs can be broken down to individual parts or processes. This results in metrics such as maintenance cost per unit or unit maintenance cost, allowing for detailed tracking of maintenance efficiency. Inputs for these calculations include labor hours, operator hours, annual parts expenditure, and other relevant costs.
By closely monitoring and optimizing maintenance costs, manufacturers can enhance their preventative maintenance schedules, reduce production downtime, and improve overall asset turnover. This KPI not only helps in maintaining the health of machinery but also supports strategic decisions related to equipment investments and operational efficiency.
Build Real-Time Dashboards & Displays for Effective KPI Monitoring with dataPARC
5. Overtime Rate
The overtime rate measures the proportion of overtime hours worked by employees compared to regular hours. This KPI is valuable to both employees and the company.
Overtime Rate = overtime hours / regular hours *100
For employees, a lower overtime rate means they can enjoy their off days without the burden of additional work. For the company, it reduces the financial impact of paying overtime wages. Monitoring the overtime rate also helps identify potential issues with scheduling or staffing, indicating whether additional hiring or adjustments in shift patterns are necessary.
Manufacturing KPIs like the overtime rate provide concrete data to inform decisions. While employees might feel that they are working excessive overtime, having precise numbers allows for objective assessment and corrective actions. Numbers provide a factual basis for discussions and decisions, ensuring that perceptions are backed by actual data.
By keeping track of the overtime rate, companies can optimize workforce management, improve employee satisfaction, and maintain operational efficiency, ultimately enhancing both employee well-being and the company’s bottom line.
6. Safety Incident Rate
KPIs involving health and safety incidents are critical for maintaining a safe and productive workplace. The safety incident rate is a key metric that brings value to everyone within the organization.
Incident Rate = Number of incidents * / # hours worked by all employees
A high safety incident rate can lead to increased absenteeism and high employee turnover, as injured employees may need time off for recovery or may leave the company altogether. This results in the need to hire and train new employees, which is time-consuming and costly. Additionally, training new employees can temporarily reduce production efficiency and lower product quality until they are fully acclimated to their roles.

This dashboard displays the safety incident rate, a crucial metric that can be continuously shown to promote awareness and ensure a safer work environment.
Monitoring the safety incident rate is essential across all industries, from manufacturing and transportation to office environments. A low incident rate enhances employee morale, reduces downtime, and minimizes costs associated with workplace injuries and turnover.
By prioritizing health and safety KPIs, companies can foster a safer work environment, improve employee satisfaction, and maintain high levels of productivity and quality. This proactive approach not only protects the workforce but also supports the company’s operational and financial performance.
7. Changeover Time
Changeover time is a crucial KPI in manufacturing that directly impacts production efficiency by tracking the time it takes to transition from producing one product or task to another. The less time it takes to switch between products, the higher the production capacity, leading to increased throughput and better asset turnover.
Changeover Time = Available times – production time
Importantly, changeover time includes the duration required to produce a good quality product. The measurement doesn’t end until the transition results in a product that meets quality standards. This ensures that not only is the transition quick, but it also maintains product quality, minimizing production downtime and reducing total manufacturing costs.
This metric can be tracked on a grade or product basis, allowing manufacturers to identify and address specific products that are challenging to transition to. While changeover time is a straightforward metric, it can significantly impact the production process. By focusing on this KPI, manufacturers can delve into the intricacies of product changeovers and uncover opportunities for optimization.
Changeover time is particularly important for sites beginning their continuous improvement journey. Often, substantial improvements can be achieved with minimal investment, providing quick wins that enhance overall production efficiency. By optimizing changeover time, manufacturers can better align their production KPIs with broader objectives such as maintaining a preventative maintenance schedule, improving supply chain efficiency, and ultimately boosting customer satisfaction through timely deliveries.
8. Waste
Waste in manufacturing can encompass time, money, or raw materials. Reducing waste in any form is a primary goal of Lean manufacturing. By tracking and minimizing material or scrap waste, manufacturers can enhance their yield and decrease costs. Reduced waste leads to more produced units from the same amount of raw materials, thus lowering the manufacturing cost per unit and conserving resources.
Scrape = Waste / Total Material Used *100
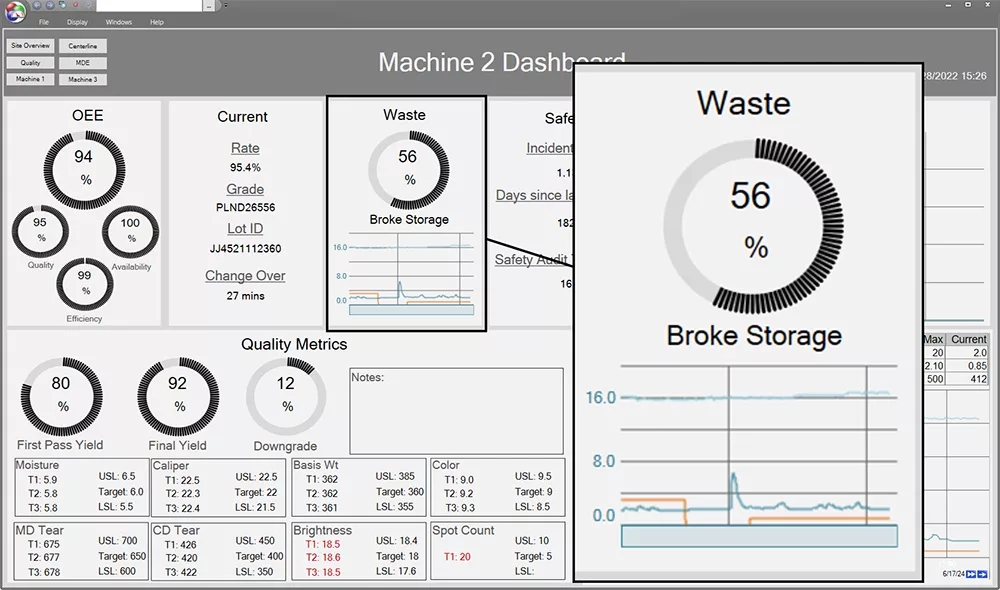
Here, waste is illustrated with both a gaugae and a trend, to visualize the waste accumulation overtime and it’s usage.
Furthermore, reducing scrap not only improves efficiency but also decreases the amount of waste that needs to be disposed of, resulting in additional cost savings. Efficient waste management contributes to lower energy costs and optimized work in process, aligning with future demand and boosting overall revenue.
Implementing Lean manufacturing KPIs to monitor waste helps identify areas for improvement and ensures that manufacturing metrics are consistently met. By focusing on waste reduction, manufacturers can achieve higher productivity, better quality products, and a more sustainable operation, ultimately enhancing their bottom line.
9. Customer Product Returns
Tracking customer complaints and product returns is crucial for ensuring that internal quality standards align with customer satisfaction expectations. This KPI measures the cost of customer complaints and returns relative to total sales. It’s important to note that customers do not always return the product; if you are a supplier, they may instead send a bill for their manufacturing costs lost due to underperforming products.
Customer Product Returns = Cost of customers complaints (or returns)/ total sales *100
This manufacturing KPI is valuable to both the customer and the company. Customers benefit from receiving high-quality products that meet their needs, enhancing their satisfaction and loyalty. For the company, reducing complaints and returns minimizes the costs associated with processing returns, lost production time, and raw material waste.
By analyzing this KPI, manufacturers can identify areas where product quality may be falling short and implement improvements. This not only reduces the frequency and cost of complaints and returns but also contributes to lower manufacturing costs per unit, better alignment with future demand, and increased overall revenue. Monitoring customer complaints and product returns is essential for maintaining high standards of quality, optimizing lean manufacturing processes, and ensuring both customer and company success.
10. OEE
Several of the aforementioned manufacturing KPIs contribute to the calculation of Overall Equipment Effectiveness (OEE). OEE is a comprehensive metric that evaluates the efficiency of manufacturing operations by combining three critical components: Availability, Quality, and Performance. How to Calculate OEE: Formulas for Peak Performance takes a deeper dive into the OEE calculation.
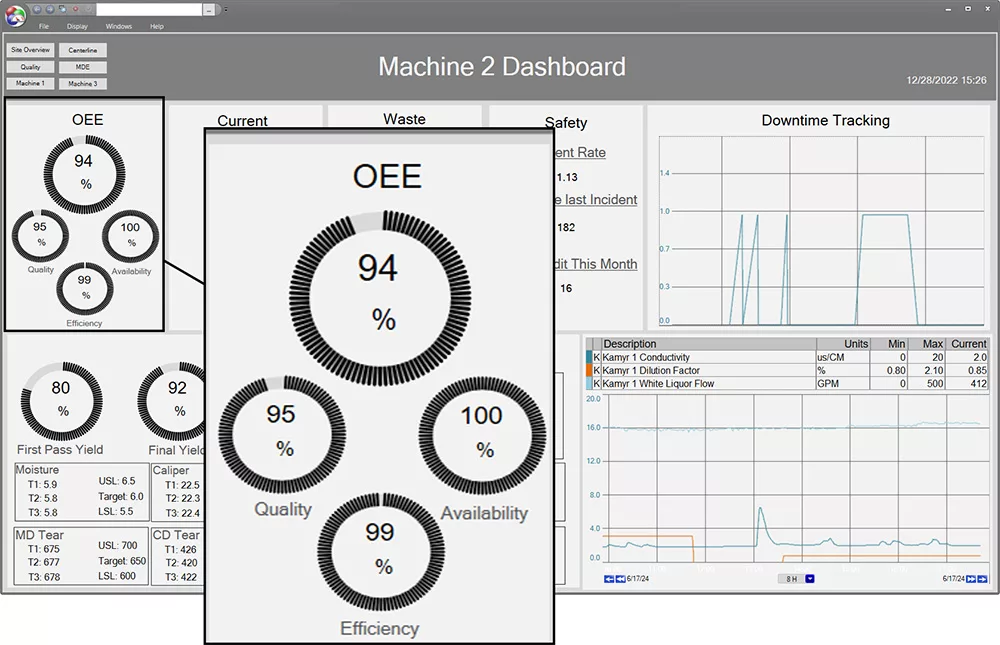
OEE and its components—quality, availability, and efficiency— are common to include on KPI dashboards. With OEE tracking software, these metrics can be further analyzed through detailed trends.
Availability
This measures the percentage of scheduled time that the equipment is available for production, factoring in changeover time and other downtime. By minimizing production downtime and optimizing the preventative maintenance schedule, manufacturers can enhance availability and improve asset turnover.
Availability = Minutes Up / Available Time
The broken down formula to shown scheduled and unscheduled downtime is as follows:
Availability = (Total Time – Scheduled Downtime – Unscheduled Downtime) / (Total Time – Scheduled Downtime)
Quality
This component assesses the proportion of good units produced versus the total units produced, incorporating the final yield. High-quality output reduces raw material waste and aligns with customer satisfaction expectations, thereby lowering manufacturing costs per unit.
Quality = (Total Parts Produced – Bad Parts) / Total Parts Produced
Efficiency
This measures the actual production rate compared to the ideal production rate, accounting for throughput or speed loss. By maximizing throughput, manufacturers can better meet future demand and reduce work in process, thereby lowering total manufacturing costs.
Efficiency = Actual Production Rate / Target Production Rate
The OEE calculation is the multiplication of Availability, Quality and Efficiency.
OEE = (Availability * Quality * Efficiency)*100
By regularly monitoring OEE, manufacturers can identify inefficiencies, streamline operations, and implement Lean manufacturing KPIs to enhance overall productivity. This holistic approach not only improves operational efficiency but also reduces energy costs and supports sustainable production practices. Tracking OEE helps ensure that manufacturing processes are optimized, leading to higher produced units, better resource utilization, and increased revenue.
Everything you need to successfully implement, analyze, & improve overall equipment effectiveness.
Manufacturing KPIs are only as good as the data. Make sure you know where the data is coming from, and that equations and conversions are accurate when calculating KPIs.
FAQs – Manufacturing KPI Formulas
Which KPIs are most important for measruing actual production time?
Multiple KPIs can be used to measure actual production time, some ones you may want to start with include:
- Cycle Time – this measures the total time from the beginning to the end of a process, including any waiting time.
- Downtime – downtime tracks the amount of time that equipment is not in operation due to maintenance, breakdown, or other stoppages.
- OEE – OEE, as explored above, has 3 components and incorporates availability, performance, and quality.
- Throughput – this KPI measures the amount of product produced during a period. This can help gauge how efficient the process is in real-time.
How are manufacturing key performance indicators used to improve the production process?
Manufacturing KPIs play a crucial role in enhancing the production process in several ways. They help identify bottlenecks by highlighting delays through metrics like cycle time. KPIs such as Overall Equipment Effectiveness (OEE) and First Pass Yield (FPY) provide valuable insights into productivity and quality, enabling manufacturers to implement improvements that boost efficiency and reduce defects.
Additionally, KPIs like utilization rate and labor efficiency are essential for resource management, tracking how resources are used and ensuring optimal deployment. Regular tracking and analysis of KPIs offer the data needed for informed decision-making regarding process improvements, resource allocation, and strategic planning. By continuously monitoring these metrics, manufacturers can identify areas for optimization and implement ongoing improvements, ensuring that their processes remain efficient and effective.
Why is overall equipment effectiveness (OEE) an important manufacting KPI measurement?
Overall Equipment Effectiveness (OEE) is an important manufacturing KPI measurement because it provides a single, comprehensive metric that encompasses the three critical aspects of equipment performance: Availability, Performance, and Quality. This holistic view helps in understanding the overall efficiency of the production equipment.
By breaking down OEE into its components, manufacturers can pinpoint specific areas of loss, such as unplanned downtime, slow cycles, or defects, and take targeted actions to address them. OEE also allows for benchmarking against industry standards and historical performance, setting a baseline for continuous improvement initiatives and tracking progress over time.
Overall, OEE is a vital KPI that helps manufacturers enhance their effectiveness, improve operational efficiency, and drive continuous improvement in their production processes.
What is the difference between OEE and TEEP?
OEE measures the effectiveness of manufacturing equipment during scheduled production time, while TEEP accounts for both scheduled and unscheduled time, providing a measure of total equipment performance potential.
How often should KPIs be measured?
The frequency of KPI measurement depends on the nature of the KPI and how often the data can be retrieved. Additionally, it’s important to consider how often the KPI should be reviewed.
For KPIs that can be tracked in real-time and are easily influenced, it makes sense to review them during your Daily Operational Review (DOR). This allows for immediate adjustments and ensures ongoing optimization.
On the other hand, KPIs that are more complex to calculate and less susceptible to rapid changes are better suited for a Monthly Operational Review (MOR). This allows your team to analyze trends over a longer period and implement more strategic changes.
By aligning the review frequency with the nature of each KPI, you can ensure that your team is focusing on the right metrics at the right times, driving both immediate and long-term improvements.
What role do KPIs play in predictive maintenance?
KPIs play a crucial role in predictive maintenance by providing valuable insights into equipment health and performance. These indicators help monitor various aspects of machinery, such as vibration levels, temperature fluctuations, operating hours, and failure rates.
By analyzing this data, manufacturers can identify patterns and predict potential failures before they occur. This proactive approach allows for timely maintenance activities, minimizing unplanned downtime and preventing costly breakdowns. Moreover, KPIs such as Mean Time Between Failures (MTBF) and Mean Time To Repair (MTTR) help in assessing the reliability and efficiency of maintenance procedures.
How can KPIs drive continuous improvement in manufacturing?
KPIs are instrumental in driving continuous improvement in manufacturing by providing a data-driven framework for analyzing performance and identifying areas for enhancement. Regularly monitoring KPIs allows manufacturers to detect trends, anomalies, and inefficiencies in their processes.
For example, by tracking KPIs such as cycle time, scrap rate, and overall equipment effectiveness (OEE), manufacturers can pinpoint specific bottlenecks or quality issues. This detailed analysis enables the implementation of targeted corrective actions to address these problems. Furthermore, KPIs facilitate the benchmarking of performance against industry standards or historical data, setting a baseline for continuous improvement initiatives.
All the resources you need to successfully implement, analyze, & improve overall equipment effectiveness.







