Manufacturers use a variety of tools and systems every day to manage their production process from start to finish. It is critical that these systems can provide a “single pane of glass” and “single version of truth” along the way. Meaning, data can be viewed from any device, location or system and will be synchronized across all platforms. Manufacturing Operations Management Systems make this possible.
Real-time manufacturing operations management and industrial analytics tools
What is Manufacturing Operations Management?
Manufacturing Operations Management (MOM) is a form of LEAN manufacturing where a collection of systems is used to manage a process from start to finish to minimize costs. The key to MOMs is ensuring data is consistent across all systems being used from scheduling and production to shipment and delivery.
MOM includes software tools designed for continuous improvement in the management of people, business processes, technology, and capital assets to meet customer demand while creating shareholder value. Tying in the LEAN manufacturing, the processes must be efficiently performed and resources productively managed. These are the prerequisites for successful operations management.
Manufacturing Operations Management plays a central role in production control, aligning with LEAN principles to ensure that processes are executed efficiently, and resources are optimally utilized. Managing manufacturing operations involves a strategic organization of tasks to enhance overall productivity and meet the demands of a competitive market. The symbiotic relationship between LEAN manufacturing principles and MOM underscores the importance of seamlessly integrating technology, processes, and workforce management for the sustained success of manufacturing operations.
Key Applications of Manufacturing Operations Management
Supply chain & resource management
MOM systems include tools for planning, procuring production scheduling, and receiving raw materials and components, especially as it relates to obtaining, storing, and moving necessary materials/components in a timely manner and of suitable quality to support efficient production, something that is certainly critical in these times of supply chain disruptions.
To deal with today’s dynamic business environment ranging from challenges caused by pandemics, shutdowns, geo-political conflicts, and supply chain disruptions, organizations need to be able to be sustainable, operationally resilient, conform to ESG goals, deploy the latest cybersecurity tools, and connect its workforces from any location.
Production processes management
Once all the resources are gathered, MOM tools need to be established for implementing product designs to specifications, developing the formulations or recipes for manufacturing the desired finished products, as well as manufacturing of product or products that conform to specifications and comply with regulations.
Organizations must monitor and adjust their processes quickly and automatically, to efficiently evaluate the situation when an inevitable glitch occurs. This is a prime opportunity for digital transformation through MOM systems.

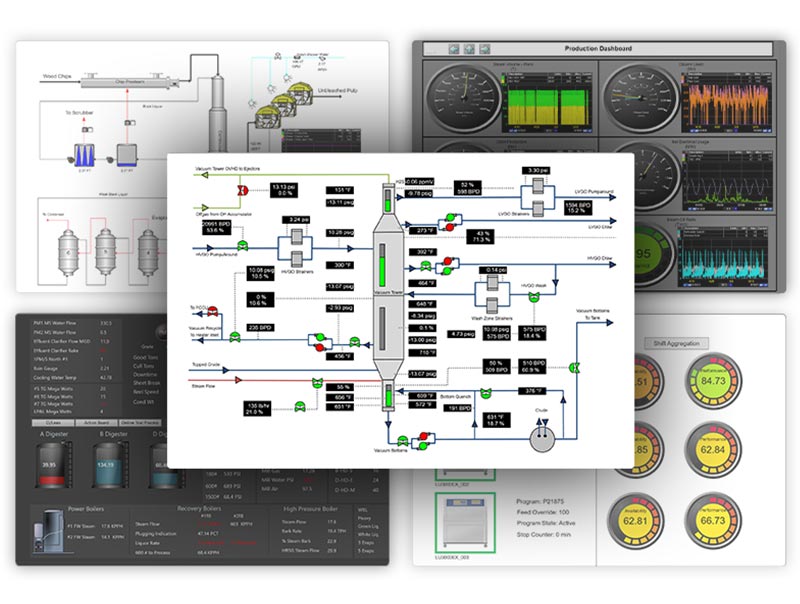
This PARCview multi-trend efficiently shows numerous pieces of information on one display, allowing users to observer more information without toggling between trends.
Distribution & customer satisfaction management
The final stage of MOM relates to the distribution to the customers, particularly as it relates to sequencing and in-house logistics, as well as supporting products through their end-of-life cycles.
Organizations must react in real-time to changing market conditions and customer expectations. They will have to innovate with new business processes that reach throughout the organization, into the design and supply chain.
Driving innovation & transformation
Successfully innovating at this level involves managing people, processes, systems, and information. When disruptive technologies are in the mix, the first challenge is often tied up in the interplay of people and technology.
Only when the people involved in manufacturing industry begin to understand what the new MOM technologies are capable of and have the tools to visualize the data and real-time manufacturing analytics software to convert this data into actionable information can they begin to take steps towards achieving the innovation.

One output of manufacturing operations management systems is a full production control dashboard, like this one, built with dataPARC’s PARCview, which create a shared view of current operating conditions and critical KPIs.
Manufacturing Operations Management Systems
Today’s MOM systems can play a role in achieving the next levels of operations performance because they marshal many or all the needed services in one place and can provide a development and runtime environment for small or large applications.
Common MOM Tools
In addition to leveraging the latest AI, ML, AR/VR, APM, digital twin, edge, and Cloud technologies, MOM systems often consist of one or more of the following:
- Manufacturing Execution Systems (MES)
- Enterprise Asset Management (EAM)
- Human-Machine Interface (HMI)
- Laboratory Information Systems (LIMS)
- Plant Asset Management (PAM)
- Product Lifecycle Management (PLM)
- Plant Asset Management (PAM)
- Real-time Process Optimization (RPO)
- Warehouse Management Systems (WMS)
MOM systems integrate with business systems, quality and compliance software, engineering systems, and maintenance systems both within and across multiple plants and enterprises.
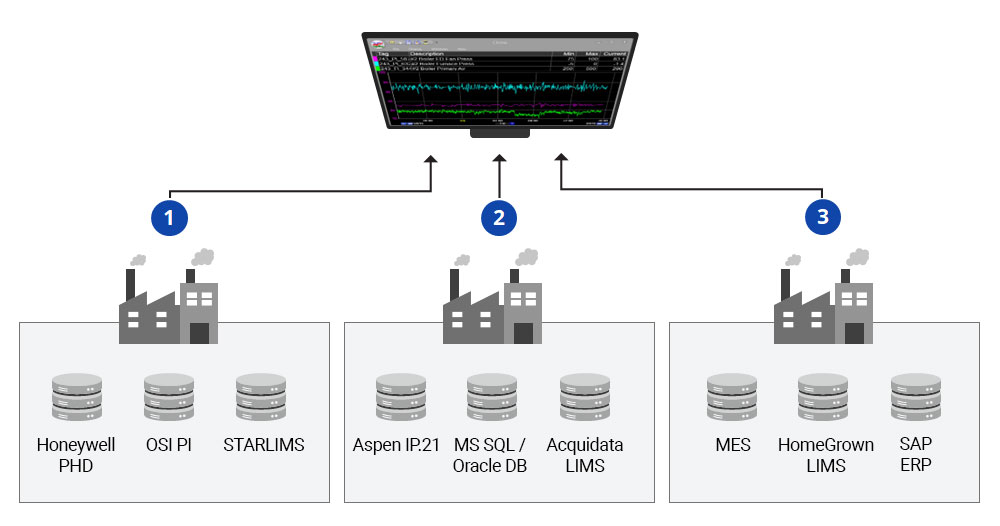
An example of a multi-site operations with unique manufacturing processes and applications at each site. Some tools like dataPARC’s PARCview, enable manufacturers to integrate data across sites for more effective manufacturing operations management.
Supply Chain Management (SCM), Supplier Resource Management (SRM), Transportation Management (TMS) are commonly used to manage the supply chain.
Plant automation systems, such as Distributed Control Systems (DCS) and Programmable Logic Controllers/Programmable Automation Controllers (PLCs/PACs) are key technologies driving manufacturing production.
On the road to digital transformation? Get our Free Digital Transformation Roadmap, a step-by-step guide to achieving data-driven excellence in manufacturing.
Data Visualization and Real-Time Analytics for MOM
Maybe the most important manufacturing operations management software tools for managing production are the data visualization and real-time manufacturing analytics software platforms, like dataPARC, which provide integrated operations intelligence and time-series data historian software.
These MOM tools focus on data connectivity, real-time plant performance, and visualization + analytics to empower plant personnel and support their decision-making process.
Benefits of MOM Visualization & Analytics Tools
Eliminate Data Silos
Most real-time manufacturing operations management analytics tools offer the ability to connect to both manufacturing and operations data. Data from traditionally isolated data silos, such as lab quality data, or ERP inventory data, can be pulled in and presented side-by-side for analysis in a single display.
Establish a single source of truth
MOM analytics tools offering visualization plus integration capabilities enable manufacturers to create a “single version of truth” which everyone from management to the plant floor can use to understand the true operating conditions at a plant.
Often combining multiple sites and multiple data sources to form a single view, users leverage this data to gain perspectives and intelligence from both structured and unstructured operational and business data.
Produce common KPI dashboards
By measuring metrics and KPIs, such as production output, yields, material costs, quality, inventory levels and downtime, users at multiple levels and roles can make better decisions to help improve production efficiencies and business performance.
Real-time manufacturing operations management dashboards from manufacturing analytics providers can pull in data from multiple physical sites or from multiple manufacturing process areas and display them in a common dashboard.
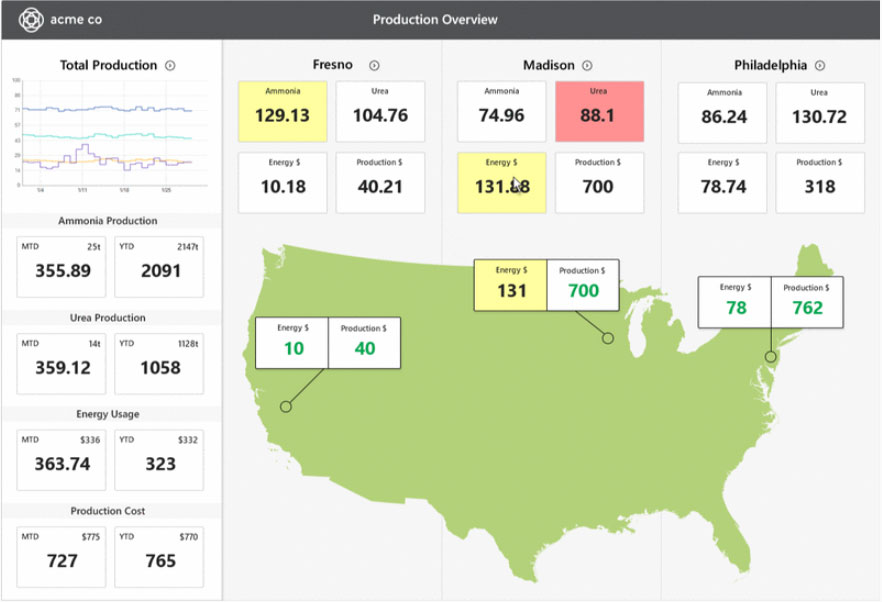
Manufacturing operations management dashboards from manufacturing analytics providers can pull in data from multiple physical sites for real-time, production planning and monitoring.
Facilitate data-driven decision-making
Without operations intelligence provided by manufacturing operations management systems, users are often unable to properly understand how their decisions affect the process. MOM analytics software can display data sourced in the business systems for direct access to cost, quality control, and inventory data to support better business decisions.
Integrating manufacturing data at your plant? Let our Digital Transformation Roadmap guide your way.
Final Thoughts for Manufacturing Systems
The next generation of MOM systems is here. The economics of steady-state operations have been replaced with a dynamic, volatile, disruptive economic environment in which adapting to changing supply and demand, along with issues such as pandemics, shutdowns and geo-political conflicts are the norm.
Tighter production specifications, greater economic pressures, and the need to maintain supply chain visibility in real-time, be sustainable and operationally resilient, plus more stringent process safety measures, cybersecurity standards, ESG goals and environmental regulations further challenge this dynamic environment.
Managing these challenges requires more agile, less hierarchical structures; highly collaborative processes; reliable instrumentation; high availability of automation assets; excellent data; efficient information and real-time decision-support systems; accurate and predictive models; and precise control. Uncertainty and risks must be well understood and well managed in all aspects of the decision-making process to manage manufacturing operations.
Perhaps most importantly, everyone must have a clear understanding of the business objectives and progress toward those objectives. Increasingly, effective manufacturing operations management requires real-time, informed decisions based on a solid understanding of what is happening, and the possibilities over the entire operations cycle. Organizations pursuing Digital Transformation should consider focusing on MOM systems and not just transformative new technologies to drive operations performance to new levels. This means utilizing software tools, such as manufacturing data integration, visualization, and real-time manufacturing analytics software that gathers a user’s manufacturing data in one single pane of glass view and establishes a single source of the truth.
Frequently Asked Questions
- Why are Manufacturing Operations Management systems critical for modern manufacturing?
- MOM systems are essential for modern manufacturing because they provide the structure and tools to manage real-time production processes. Today’s manufacturers face increasing pressure to improve efficiency, reduce waste, maintain quality, and adapt quickly to changing demands. MOM systems support these goals by offering visibility into every aspect of operations. By centralizing and standardizing operational data, MOM systems break down silos between departments and help teams make faster, data-driven decisions.
- What’s the difference between MOM and MES?
- In short, MES is one part of a MOM system. While MES helps control production, MOM provides a more comprehensive view of operations by coordinating data and processes across production, quality, maintenance, and logistics.
- How do Manufacturing Operations Management systems support digital transformation?
- By digitizing paper-based workflows and integrating with ERP, SCADA, and historian systems, MOM platforms help eliminate data silos and improve decision-making. They also provide a foundation for advanced technologies like AI, machine learning, and predictive analytics by making clean, contextualized data readily available.
- What challenges do manufacturers face when implementing a Manufacturing Operations Management system?
- Implementing a MOM system can be challenging due to the complexity of existing operations and the wide range of systems already in use. One of the biggest hurdles is integrating data from various sources, such as legacy equipment, spreadsheets, and paper records, into a unified platform. dataPARC helps ease this challenge. Data quality and consistency is another obstacle, as inaccurate or unstandardized inputs can undermine the system’s value. In addition, successful implementation depends on proper training and user adoption; if teams don’t understand how to use the system or see its value, it won’t be effective. Finally, scalability must be considered early on to ensure the system can grow with the business and support multiple lines or facilities in the future.
- What KPIs should be tracked in a Manufacturing Operations Management system?
- A MOM system should track key performance indicators that reflect the health, efficiency, and productivity of manufacturing operations. Common KPIs include Overall Equipment Effectiveness (OEE). Other important metrics include cycle time, throughput, yield, scrap rate, downtime (planned and unplanned), and first-pass quality. Tracking these KPIs in real-time allows teams to respond quickly to issues, identify trends, and support continuous improvement initiatives across production, quality, and maintenance functions.
- How long does it take to implement a Manufacturing Operations Management system?
- The time it takes to implement a MOM system can vary widely depending on the size of the operation, the complexity of existing systems, and the level of customization required. For a single-site deployment with limited integration needs, implementation might take a few weeks to months. Larger, multi-site projects or those involving legacy system integration, extensive data cleanup, and user training can take six months to a year or more. It’s important to treat MOM implementation as a phased process, starting with pilot areas, refining the approach, and then scaling gradually across the organization. A thoughtful, staged rollout helps ensure adoption and long-term success.
This article was contributed by Craig Resnick. Craig is a primary analyst ARC Advisory Group. Craig’s focus areas include production management software, OEE, HMI software, automation platforms, and embedded systems.
Want to Learn More?
Download our Digital Transformation Roadmap and learn what steps you can take to achieve data-driven success in manufacturing.